
注塑件的设计. Experimental Study of Fiber Length and Orientation in Injection Molded Natural Fiber/Starch Acetate Composites. 注塑件结构设计知识大全(数码产品工程师必备) RHCM蒸汽無痕高光射出技術介紹. “蒸汽無痕高光射出” 又被稱為 RHCM (Rapid Heat Cycle Moulding) 成型技術的一種,技術是透過運用蒸汽將模具表面快速升溫,令成型模腔表面溫度達到樹脂塑膠的玻璃轉移溫度(Tg – Glass Transition Temperature)以上,然後開始進行射出成型,當完成模腔填充過程後,立即利用水(經處理)作為冷卻媒體使模具表面溫度急速下降,從而改變塑膠產品表面特性。

RHCM “蒸汽無痕高光射出”技術發展至今已近4年之多,由2004年德國K-Show中正式開始公佈,直到2007年中國電視生產商才開始使用在生產液晶平板電視外殼上。 其實早在2005年韓國Samsung (三星) 公司已開始使用RHCM “蒸汽無痕高光射出”技術生產LCD液晶平板電視外殼,其中主要優點是可以使樹脂塑膠產品外殼擁有高光澤度;消除了傳統注塑成型工藝存在的熔接痕問題,並省卻了產品二次加工的必要和有關的成本。 RHCM射出成型技術與傳統射出成型工藝相比之下,能大大改善產品表面光澤度,解決產品表面熔接痕問題,並對提升產品表面硬度也有一定幫助. 另外,RHCM射出成型技術也可以應用到添加纖維的工程塑膠中,能夠有效解決產品表面浮纖的問題。 RHCM是如何消除產品表面熔接痕? 熔接痕的形成是由兩股或以上的融熔塑膠在射出成型的填充過程中,融熔塑膠流的波形前端在模腔中相遇會合,如果模腔表面溫度不足或流體遇合壓力不足,便會造成合流端無法完全熔合,形成產品表面出現熔接痕缺陷;另外,如塑膠中含有添加物(例如: 色母),在熔合位置更會出現較為明顯的顏色差異。 RHCM如何解決產品表面浮纖問題? RHCM技術另一項優點是,能夠顯著消除添加纖維的改性工程塑膠產品表面纖維外露的問題。 而運用RHCM射出技術,我們能借著控制模腔表面加熱和冷卻的時間變化,改變樹脂塑膠產品表面的結晶狀態,能夠有效消除因玻纖外露於產品表面影響外觀性的問題。 總結: 2007年11月27日,為針對LCD液晶電視外框生產技術需求,大同機械有限公司在同屬大同機械企業有限公司的明新實業(中國)有限公司舉辦了一場名為 RHCM “蒸汽無痕高光注塑”技術生產演示會,約100名來自廣東省不同地區的客戶應邀出席該次技術演示會,當中包括 富士康 / TCL/ Flextronic 等行業領導企業也應邀出席,反應十分熱烈。 产品结构设计 0塑件的工艺性及设计 注塑 压注 压缩 模. 成品表面浮纖原因. 【材料课件】塑性加工工程学3. 教育部高工進修網站. Analysis of a Single-Span Euler-Bernoulli Beam under Different Loading Conditions.
First, select one of the four different support conditions for the beam in the diagram at the top-left corner.
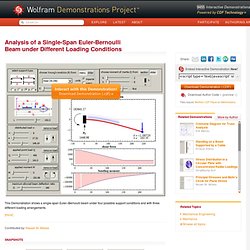
The beam length is selected using the length slider located below this diagram. Select the loadings with the controls on the left side. A diagram is included that describes the different dimensions that define the loading positions and geometry. Using this diagram with the corresponding control variables, you can define different loading configurations. Three different load types are supported: point load with units of force, distributed load with units of force per unit length, and a couple with units of force times length.
Select the Young's modulus from either the slider or by directly choosing the material from the dropdown menu. In this menu selection are the numerical values for for the selected material. Psi) and the second is in metric units ( Spreadsheets for Structural Engineering. Spreadsheets for Structural Engineering - Free software. Beam Calculator. Indirect extrusion metal flow - Google 搜尋. Aluminum Extrusion Process-Billet, Alloys, Extruded Products. Shape is a determining factor in the part's cost and ease with which it can be extruded.
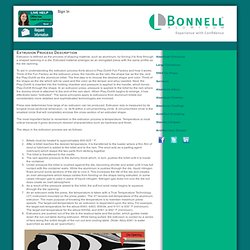
In extrusion a wide variety of shapes can be extruded, but there are limiting factors to be considered. These include size, shape, alloy, extrusion ratio, tongue ratio, tolerance, finish, factor, and scrap ratio. If a part is beyond the limits of these factors, it cannot be extruded successfully. The size, shape, alloy, extrusion ratio, tongue ratio, tolerance, finish, and scrap ratio are interrelated in the extrusion process as are extrusion speed, temperature of the billet, extrusion pressure and the alloy being extruded. In general, extrusion speed varies directly with metal temperature and pressure developed within the container. Rolling. Methods are: PressingCentrifugal CastingSlip CastingExtrudingGravity CastingRollingIso-static MouldingExplosive CompactingFibre Metal processes Pressing: The function principles of the mechanic press machines differ in how to ensure the upper punch main movement by cams, spindles and friction drives, eccentric, knuckle-joints or by the round table principle, independent if the die or lower punch movement is realized by cams or eccentric systems or other mechanically or hydraulically combined systems.
The executions of auxiliary movements are also not decisive for a term-classification. These auxiliary movements can also base on pneumatic and hydraulic principles. Centrifugal Casting: It employed for compacting heavy metal powders such as Tungsten Carbide. Slip Casting: Green compact of metal powder may be obtained by slip casting. Extruding: It employed to produce the components with high density and excellent mechanical properties. Hot Tear Formation and Coalescence Observations in Organic Alloys. Casting Process Simulation and Visualization: Overview P.
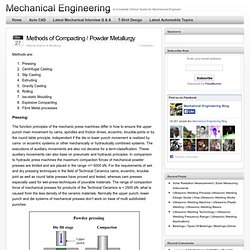
-D. Grasso, J. -M. Drezet, and M. Hot tear formation has been observed during the solidification of a succinonitrile-acetone (SCN-acetone) alloy by pulling the columnar dendrites in the transverse direction with a stick. Hot tears are cracks that initiate during solidification (i.e. at non-zero solid fraction). Hot tears originate from a lack of liquid feeding of the mushy zone,1 especially at the end of solidification, and, more precisely, as highlighted by Campbell, when grains start to impinge and finally touch one another, but are still surrounded by a continuous liquid film.3. 第6章 塑性加工过程的组织性能. Methods of shape forming ceramic powders [SubsTech] To Ceramics Dr.
![Methods of shape forming ceramic powders [SubsTech]](http://cdn.pearltrees.com/s/pic/th/methods-forming-substech-27337887)
Dmitri Kopeliovich. Institute of Mechanics - Research - Research topics - Metal plasticity - A thermomechanical material model for aluminum alloys during extrusion. Extrusion is a manufacturing process where a material is pressed through a die.
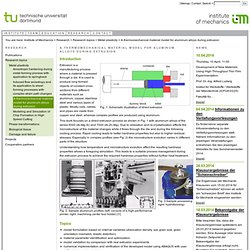
It is used to produce long formed objects of constant cross sections from different materials such as aluminum, copper, stainless steel and various types of plastic. Mostly rods, cables and pipes are made from copper and steel, whereas complex profiles are produced using aluminum. This work focuses on a direct extrusion process as shown in Fig. 1 with aluminum alloys of the series 6000 (Al-Mg-Si) and 7000 (Al-Zn-Mg). Due to relaxation and re-crystallization effects the microstructure of the material changes while it flows through the die and during the following cooling process. Rapid cooling leads to better hardness properties but also to higher residual stresses. 如何在结构设计中规避注塑缺陷. 薄壁注塑-1.